User Manual for xTool D1 LightBurn Software
Disclaimer
If you need to control xTool D1 through LightBurn, download the official release of the LightBurn software. LightBurn is third-party software, and therefore Makeblock Co., Ltd. shall bear no responsibility for any loss caused due to the operation of LightBurn.
The firmware of xTool D1 has been tested in detail by Makeblock Co., Ltd, but incompatibility with the software or hardware may still occur. If errors occur due to incompatibility, you can contact our after-sales service for technical support.
Obtain and install LightBurn
Go to https://lightburnsoftware.com/pages/trial-version-try-before-you-buy to download the latest version of LightBurn, and install it. If you are a new user, you have a 30-day free trial.
Note: Make sure you use the latest version of LightBurn.
Before you configure xTool D1, download the configuration file first:
1. Open LightBurn, click Devices on the Laser
Note:
Make sure that you start to configure xTool D1 in this way instead of choosing Import Prefs from the menu. If you choose Import Prefs, the original configuration is overridden.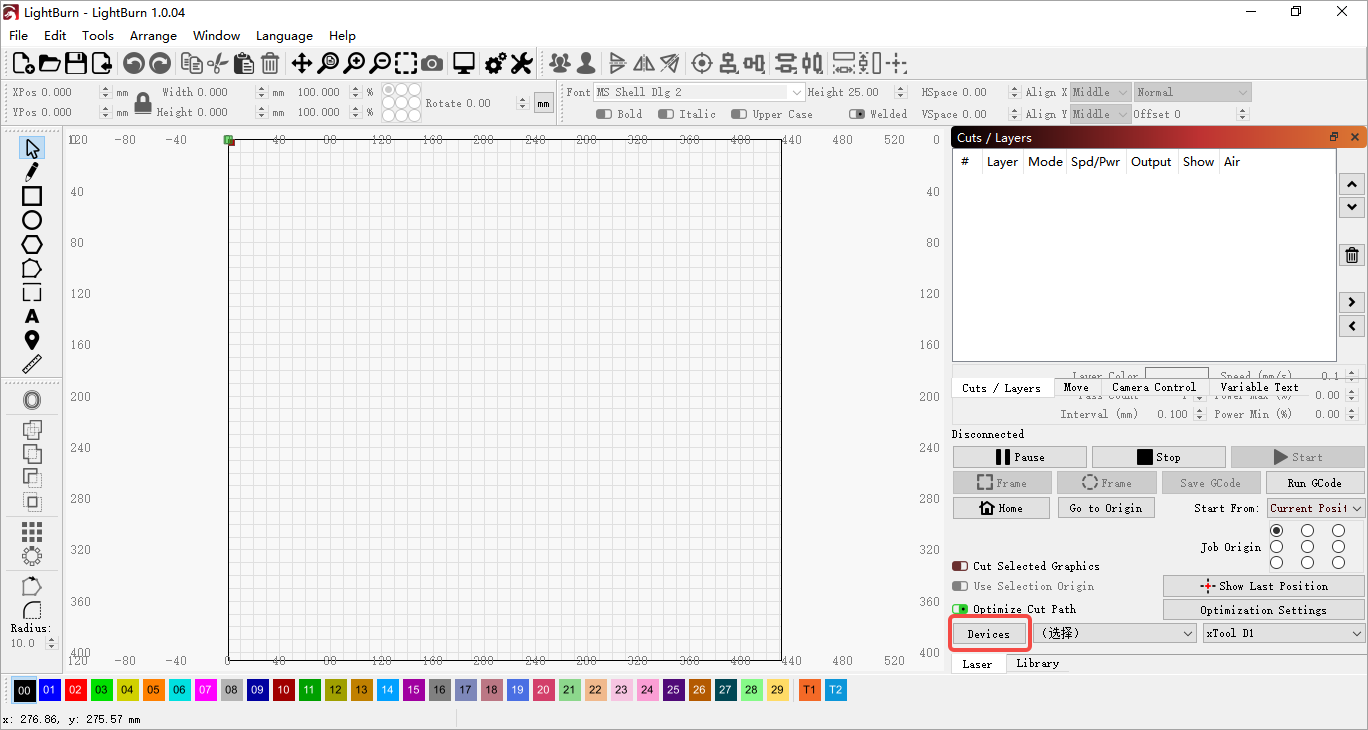
2. Click Import to import the file xTool_D1_Prefs.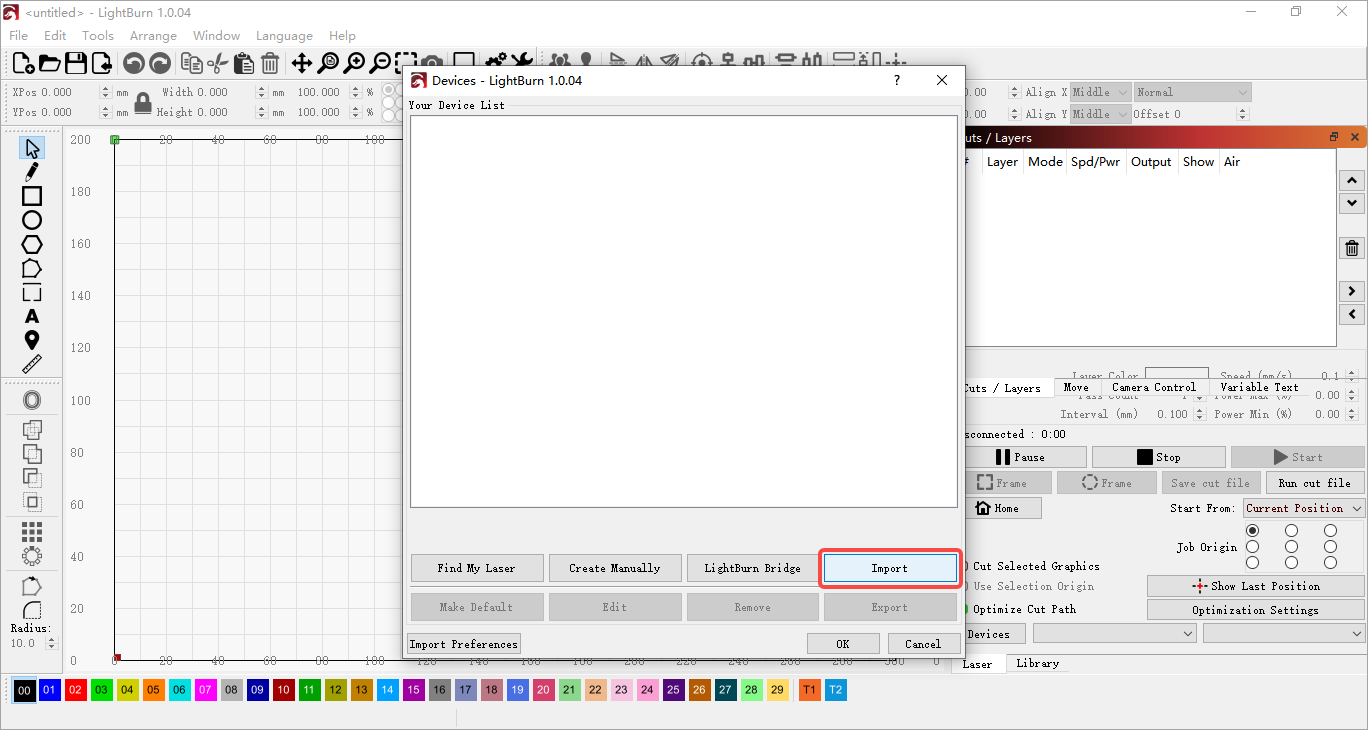
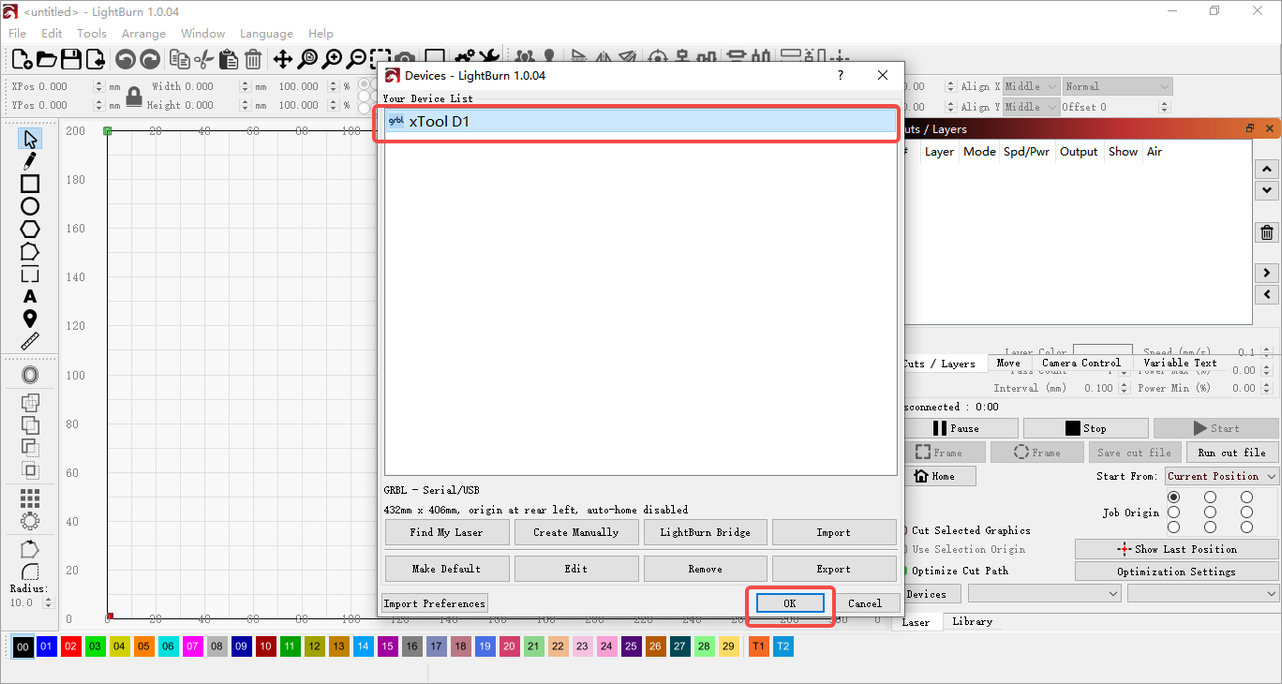
3. The following device information is displayed after the file is successfully imported.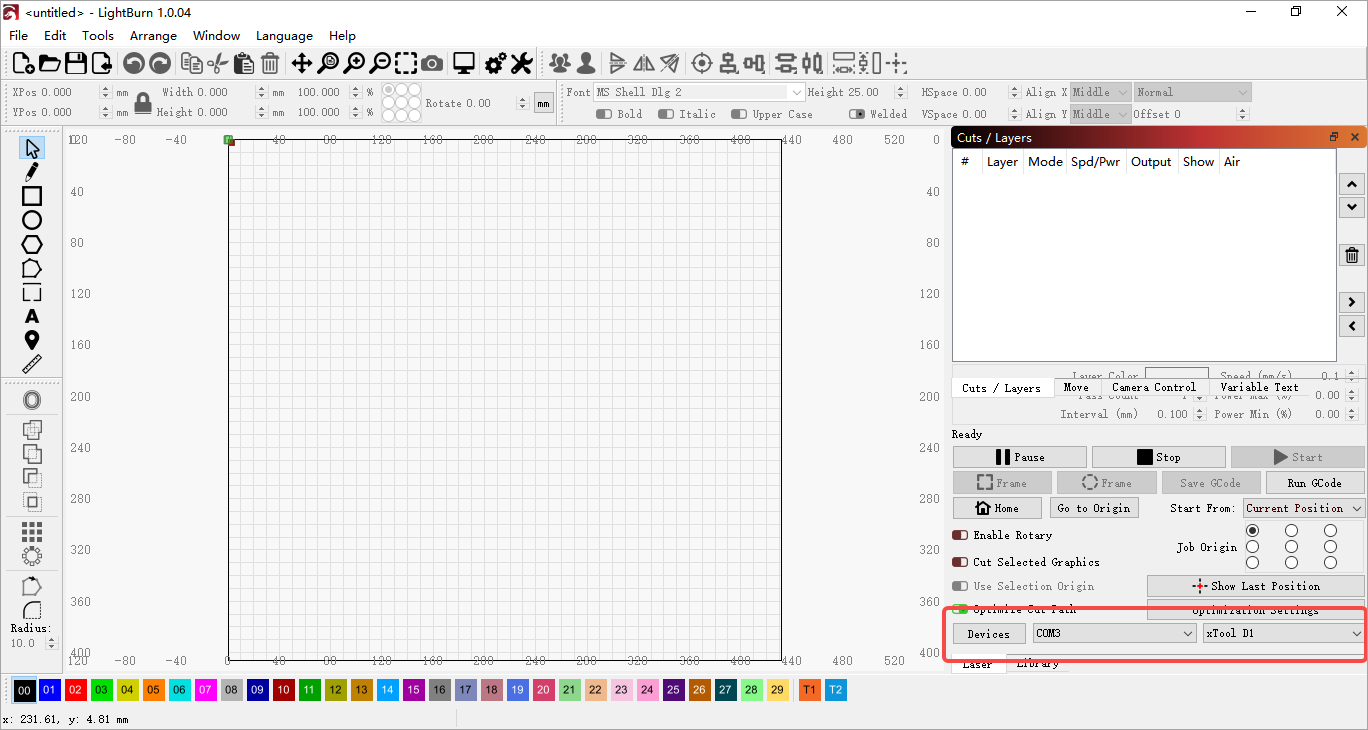
Operation guide--plane processing
1. Place a material to be engraved in the working area.
Put down the focal length setting bar to set the height of the laser head.
Note:
The center point of the cross-shaped light beams is the start point for framing. You can move the laser head to place the center point in the position where you want to start engraving.
2. Draw a square on the canvas on LightBurn.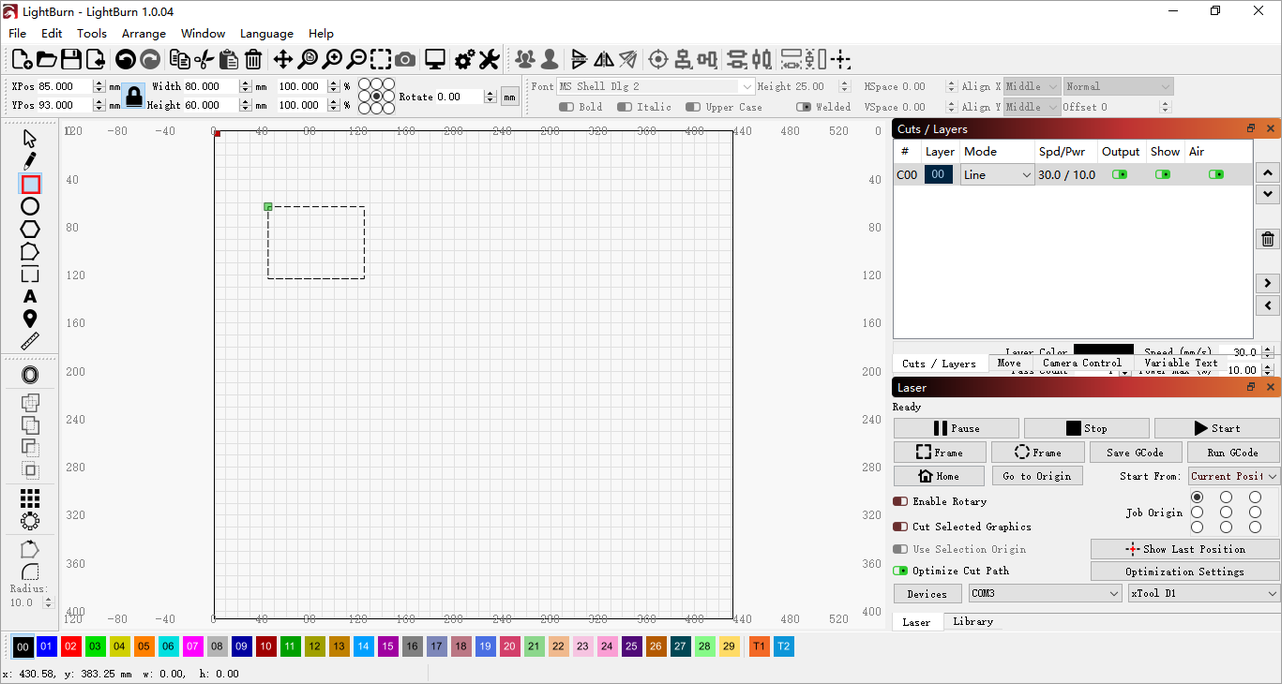
3. Set the parameters.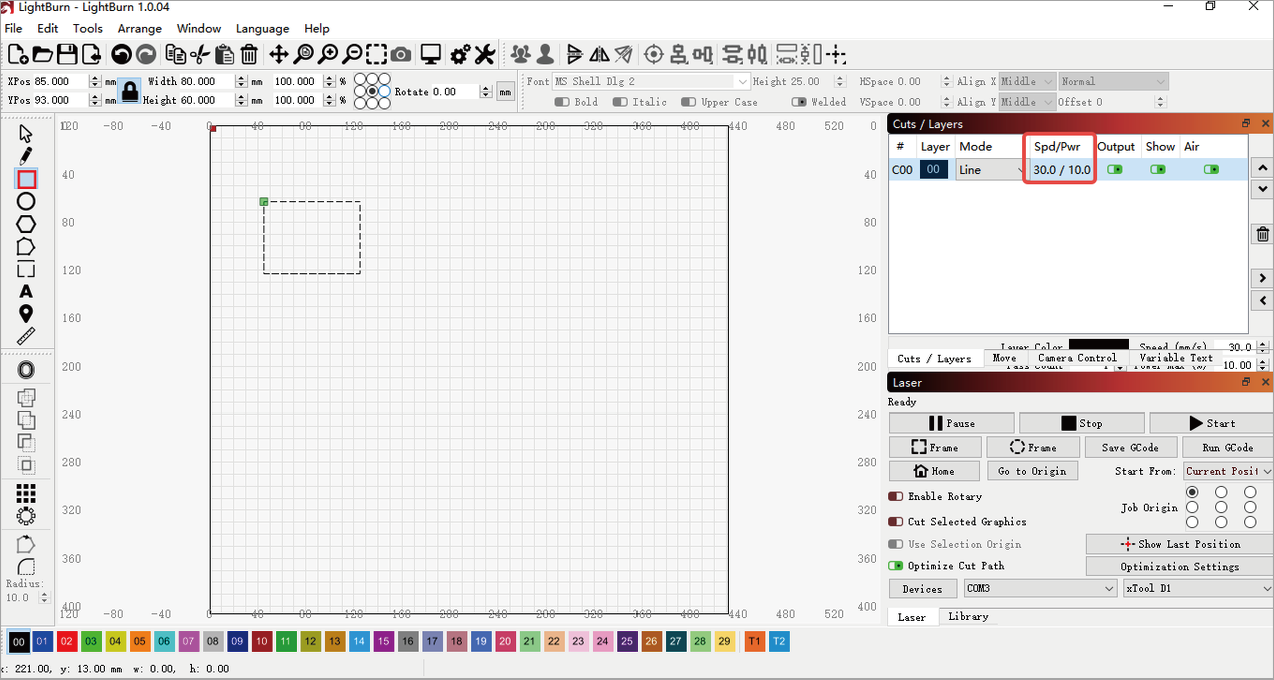
4. Set the start position.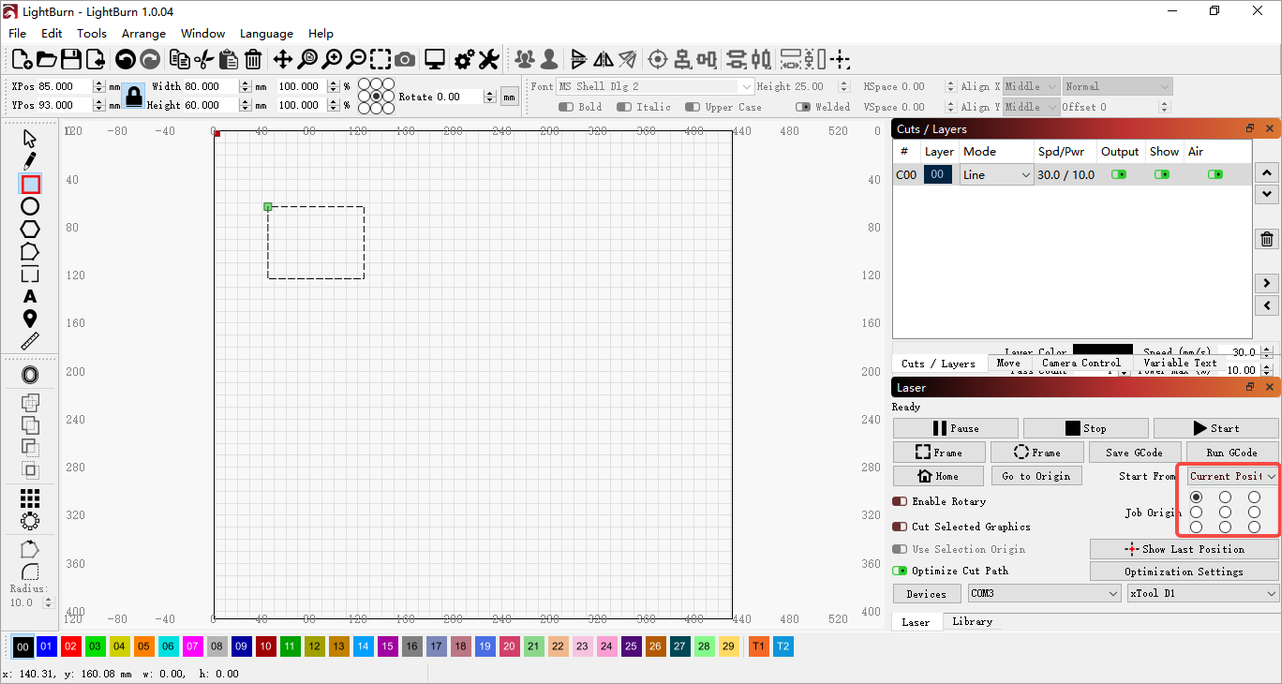
5. Click Frame to see whether the pattern is to be engraved in the expected position of the material.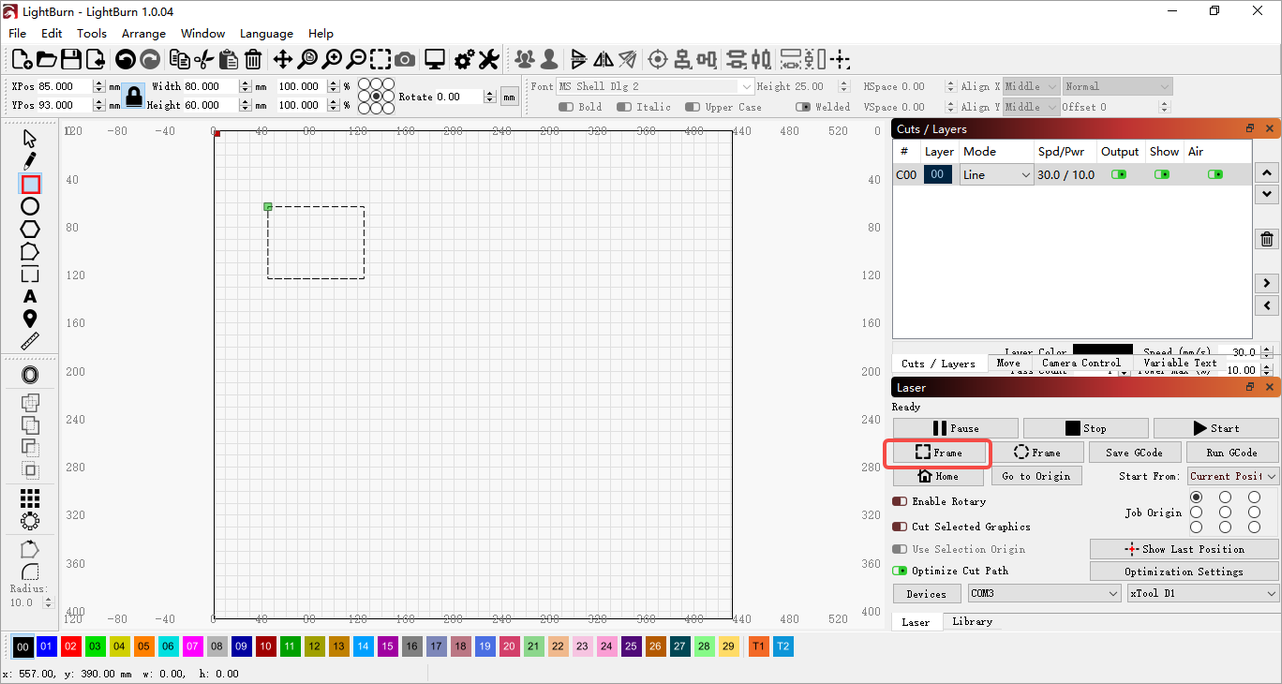
6. Click Start.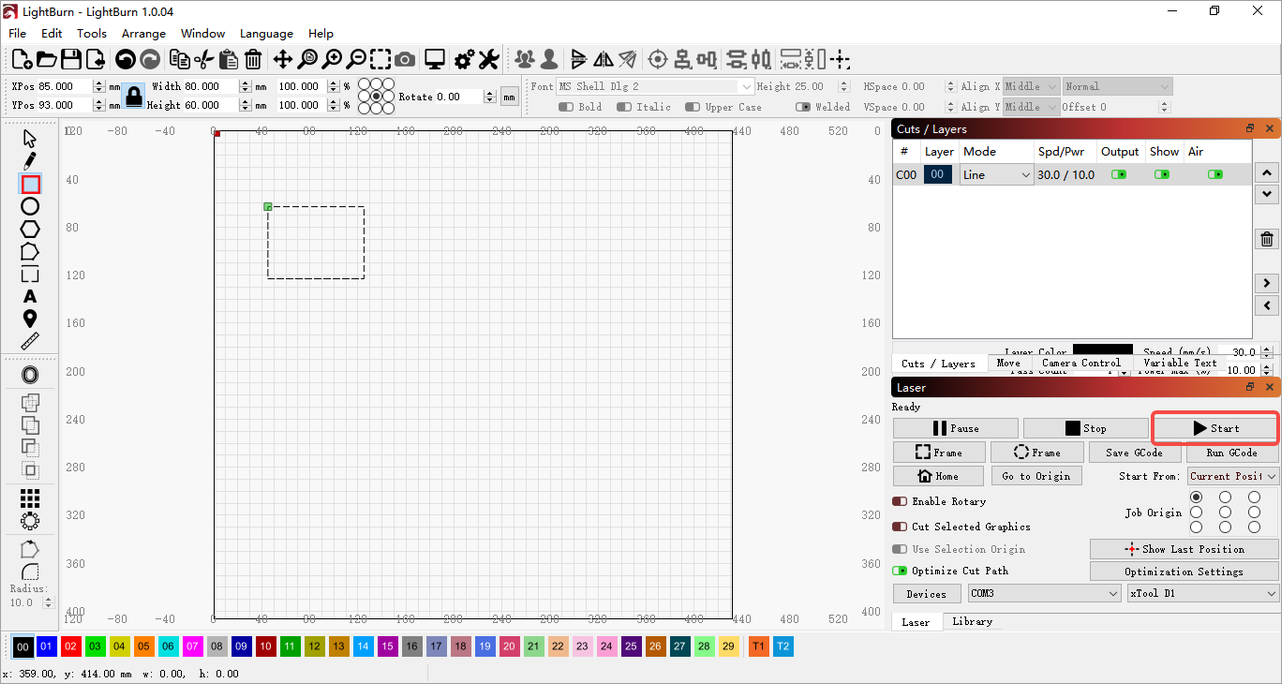
Operation guide--rotary processing
Install the rotary attachment on xTool D1
1. Fit cylindrical spacer blocks to the supports of xTool D1.
To use the rotary attachment, you need to fit cylindrical spacer blocks to the supports of xTool D1. Use the cylindrical spacer blocks supplied by Makeblock. Fit the cylindrical spacer blocks as follows:
(1) Remove the rubber ring from each support.
(2) Fit the rubber ring to each cylindrical spacer block.
(3) Fit the cylindrical spacer blocks to the supports of xTool D1.
Note:
If one cylindrical spacer block is not high enough to engrave an object, you can add a second one, and so on.
2. Set the position of the adjustable roller on the rotary attachment and connect it to xTool D1.
Use the engraving of a stainless-steel cup as an example.
For details about how to set the position of the adjustable roller, see "Setting the position of the adjustable roller."
Connect the rotary attachment to xTool D1, as shown in the following figures.

3. Place the rotary attachment in the middle of the working area of xTool D1.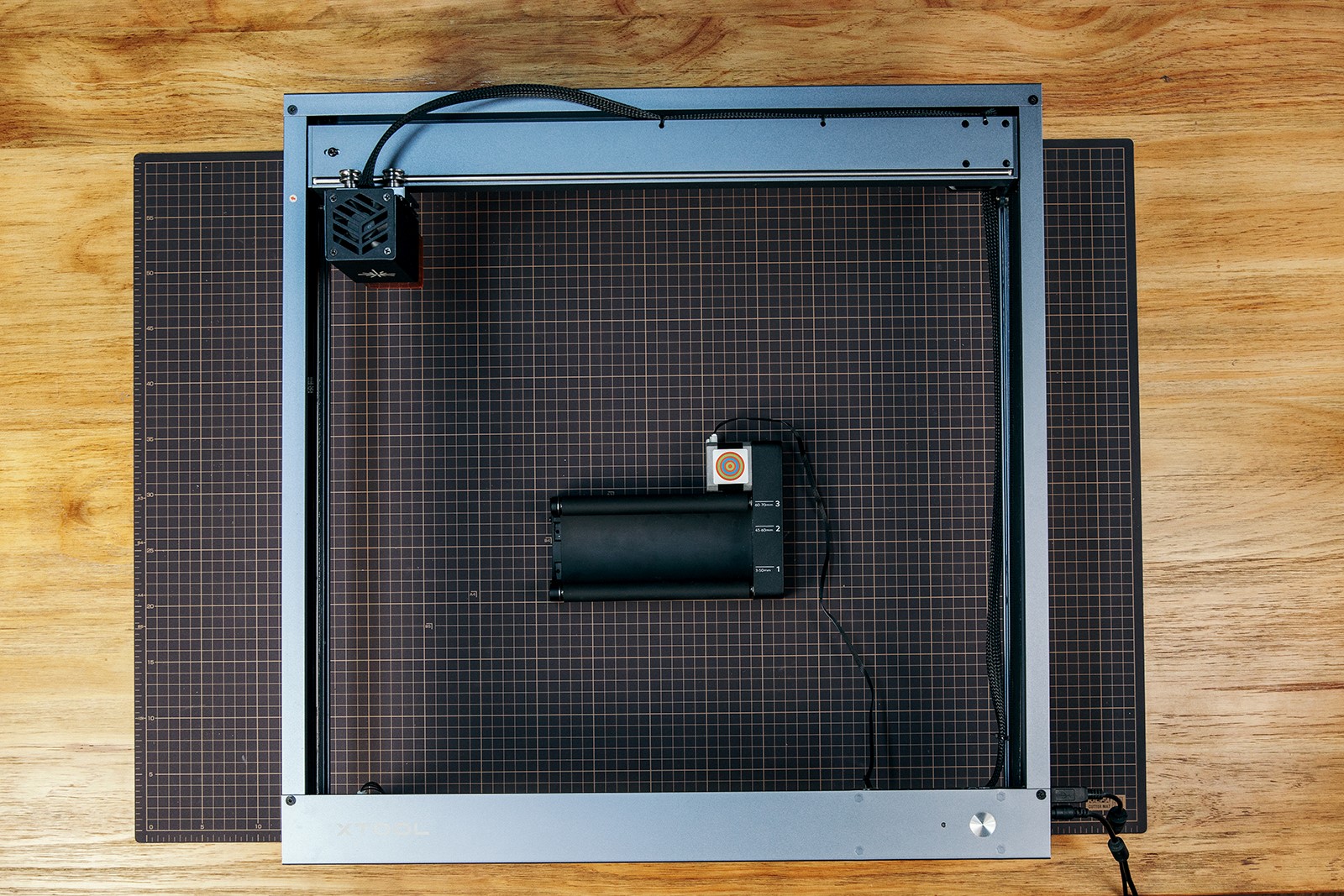
Note:
Ensure that you have placed the rotary attachment parallel to the working area of xTool D1. Otherwise, the pattern to be engraved on the object may be deformed.
4. Focus the laser head.
(1) Set the laser head to the proper height by using the focal length setting bar, and then move the laser head over the object to be engraved.
(2) Move the laser head again to position the center of the cross-shaped light beams at the start point to be engraved.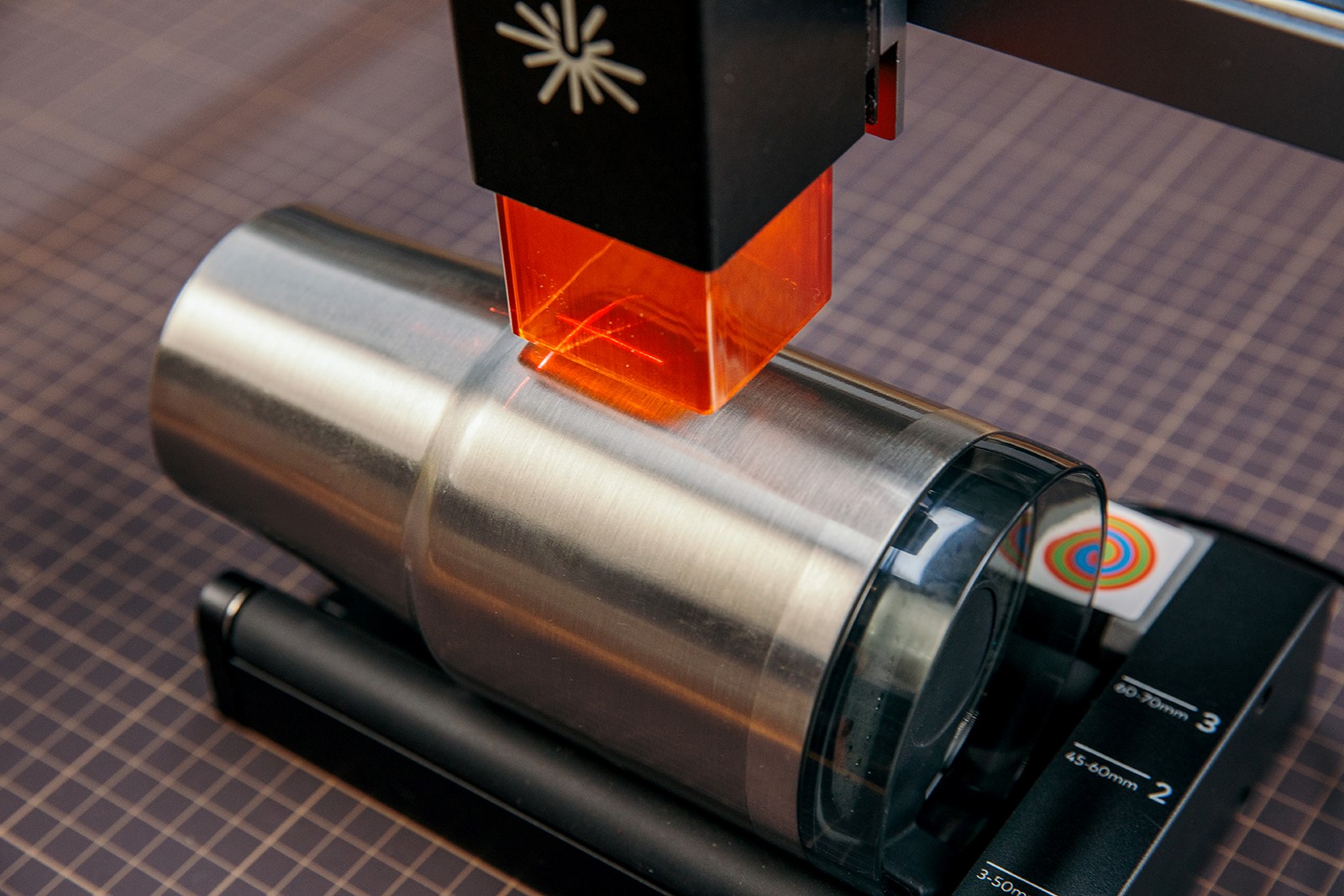
Use LightBurn
1. Click Settings on the toolbar.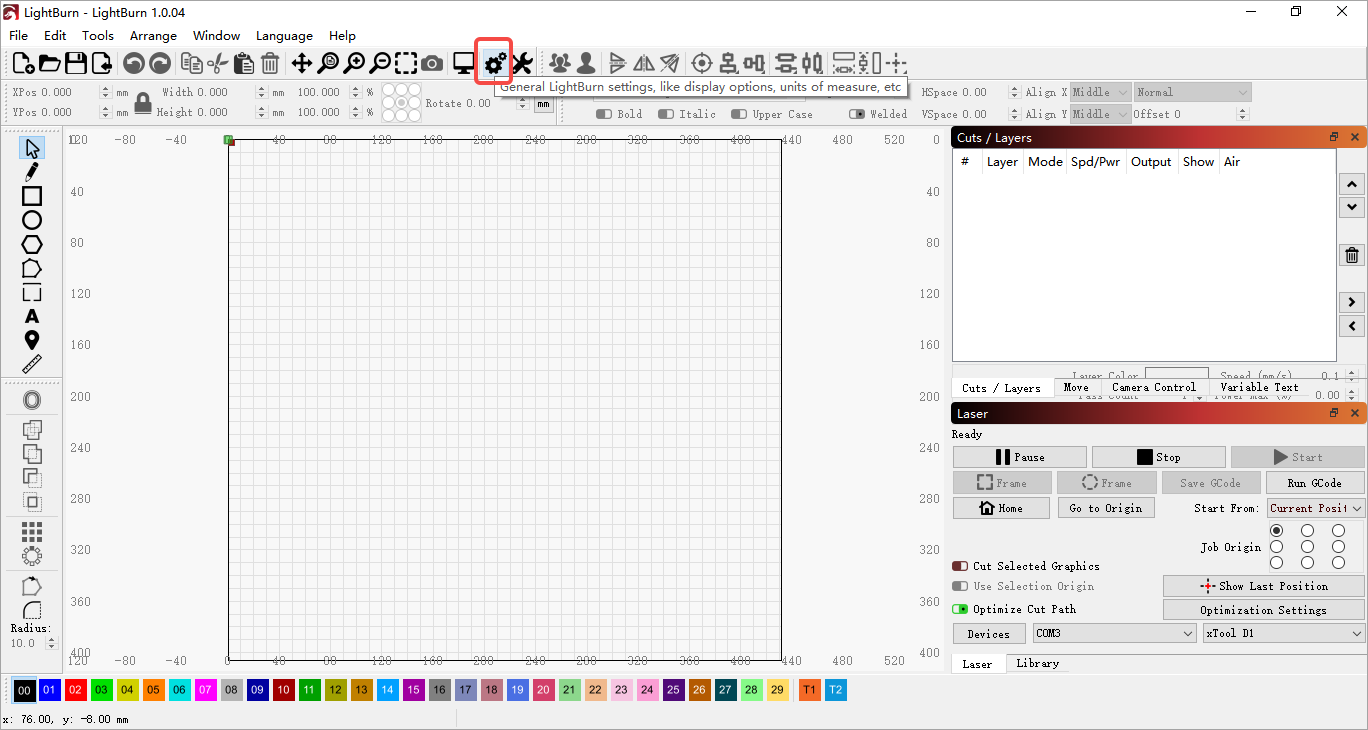
2. Enable Show rotary enable on main window in the Settings window that appears, and click OK.
3. Choose Tools > Rotary Setup.
4. Set the parameters for the rotary attachment as follows and click OK.
5. Import the pattern you want to engrave, set the size of the pattern, and set the engraving power and speed.
6. Enable Enable Rotary.
You can click Frame to preview the position where the pattern is to be engraved and then set the laser head to the expected position.
After completing the settings, click Start.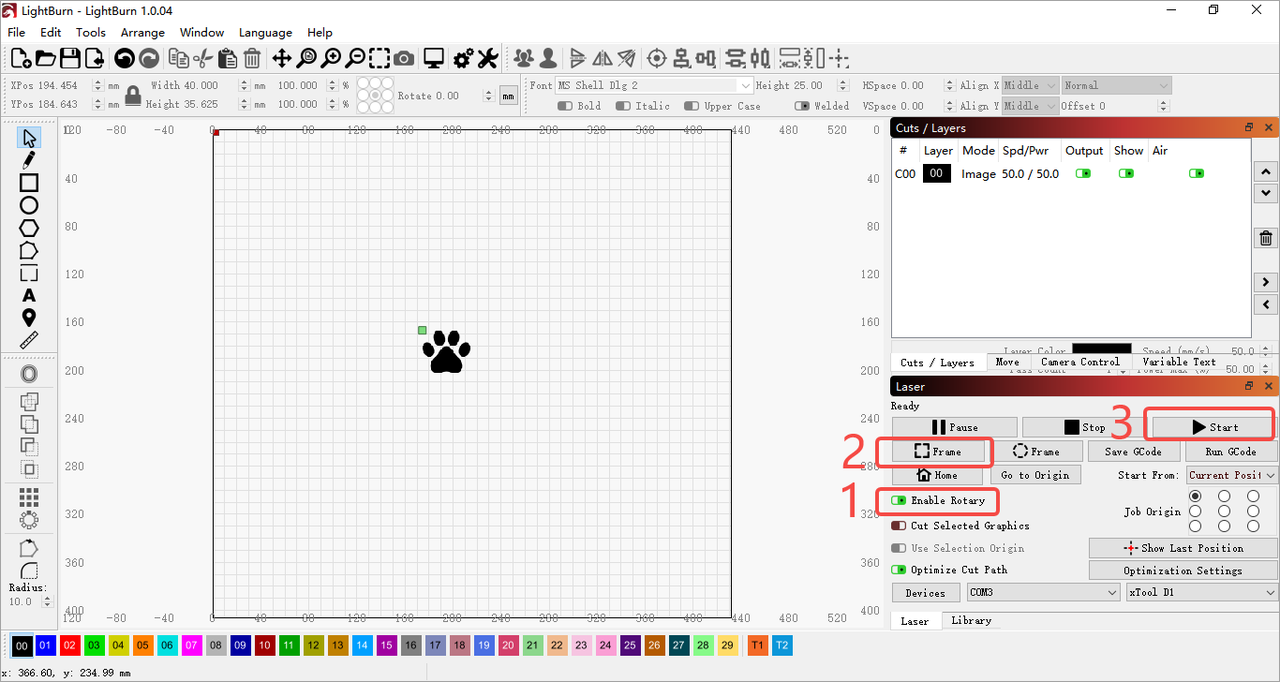
Note:
Currently, the firmware supports only some functions of the rotary attachment. Start From can be set only to Current Position. Settings on the Move tab are not available.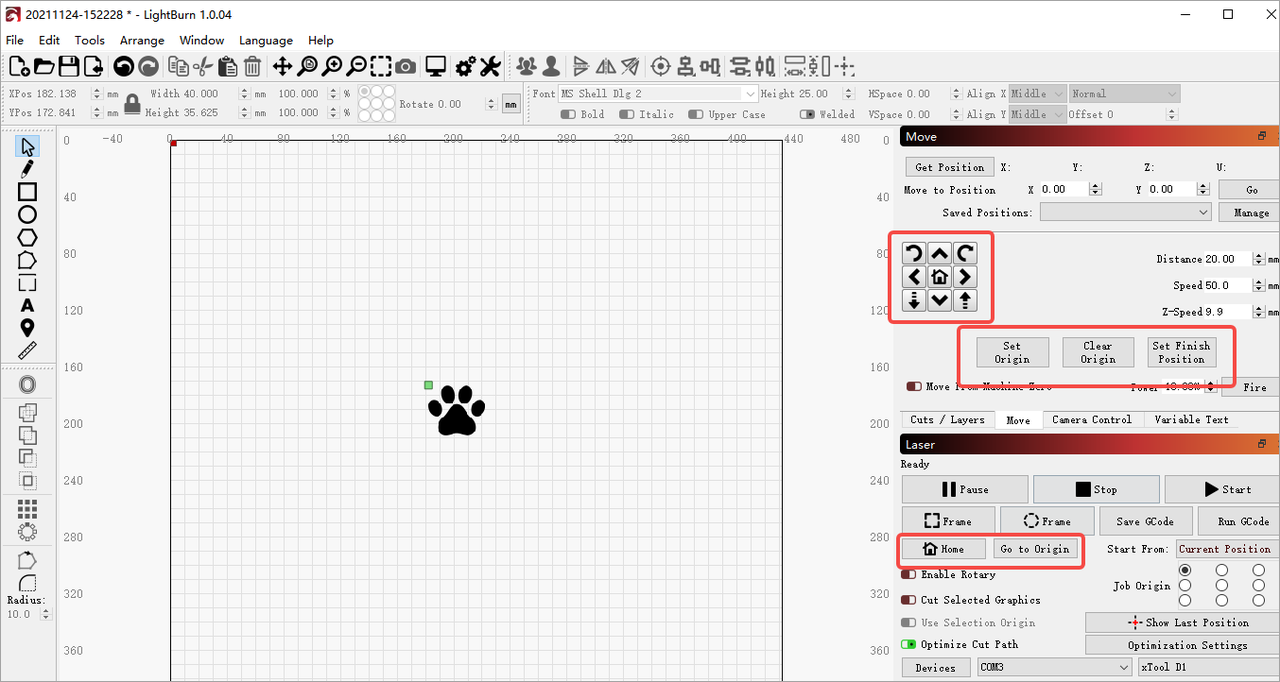
Setting the position of the adjustable roller
Set the engraving position. For example, you can change the position of the adjustable roller from 2 to 1 as follows:
(1) Remove the screw from the adjustable roller.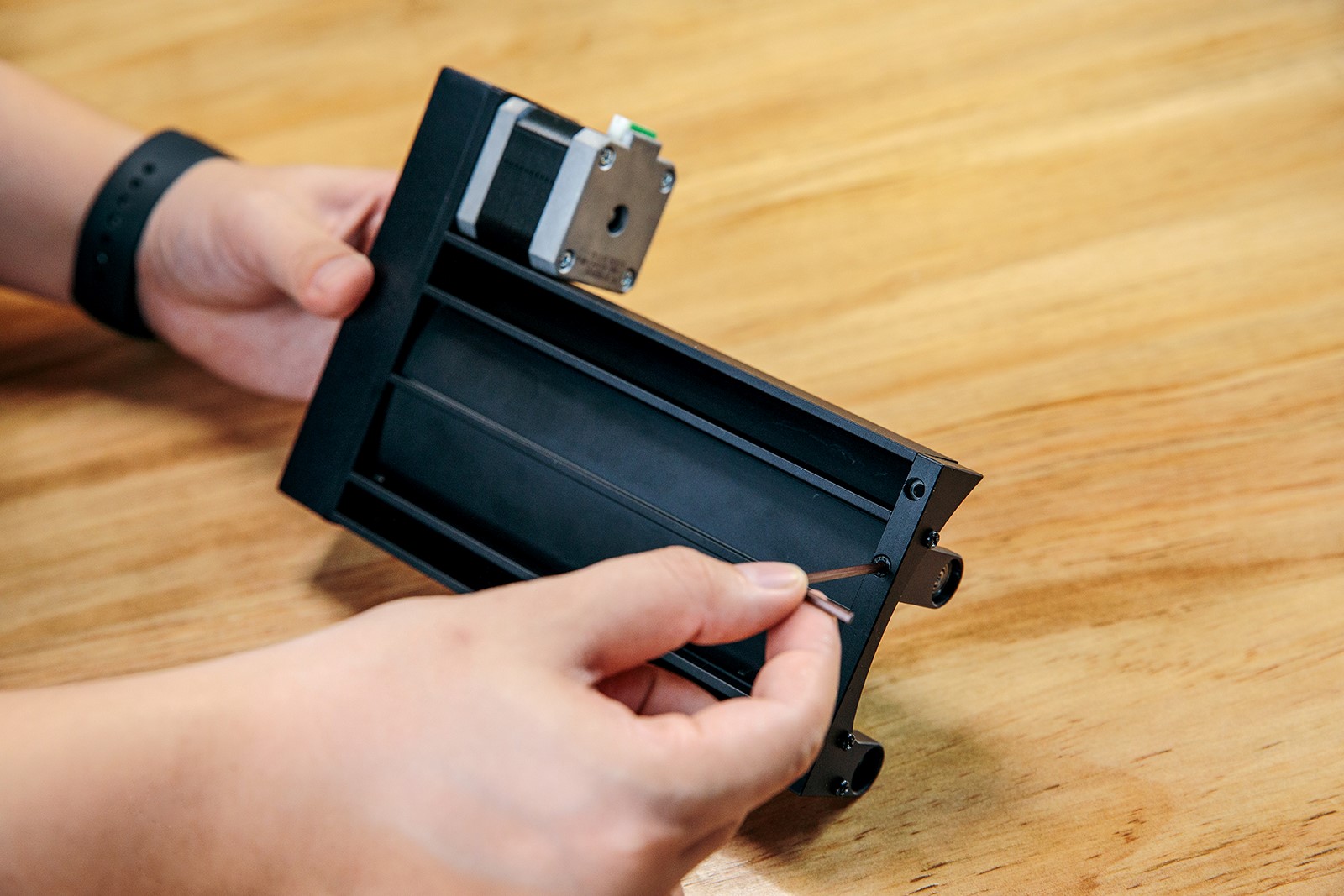
(2) Pull up the support of the adjustable roller. Rotate the adjustable roller to the target position.
(3) Put the support of the adjustable roller into the corresponding slot and press it into place. The side with a concave part faces away from the adjustable roller.
(4) Tighten the removed screw to fix the support of the adjustable roller in the target position.
Recommended settings for material parameters
xTool D1-5W (laser power of 5W)
|
Cutting |
Material name |
Power (%) |
Speed (mm/s) |
Number of times |
|
3.5mm Corrugated Paper |
100% |
5 |
1 |
|
|
3mm Basswood |
100% |
4 |
1 |
|
|
4mm Basswood |
100% |
2 |
1 |
|
|
5mm Basswood |
100% |
2 |
1 |
|
|
0.7mm Artificial Leather |
100% |
12 |
1 |
|
Engraving
|
Material name |
Power (%) |
Speed (mm/s) |
Number of times |
|
Basswood |
95% |
70 |
1 |
|
|
3.5mm Corrugated Paper |
60% |
100 |
1 |
|
|
Artificial Leather |
85% |
100 |
1 |
|
|
Stainless Steel |
100% |
5 |
1 |
|
|
Coated Metal |
100% |
60 |
1 |
xTool D1-10W (laser power of 10W)
|
Cutting |
Material name |
Power (%) |
Speed (mm/s) |
Number of times |
|
3.5mm Corrugated Paper |
100% |
9 |
1 |
|
|
3mm Basswood |
100% |
5 |
1 |
|
|
4mm Basswood |
100% |
3 |
1 |
|
|
5mm Basswood |
100% |
2 |
1 |
|
|
0.7mm Artificial Leather |
95% |
20 |
1 |
|
Engraving
|
Material name |
Power (%) |
Speed (mm/s) |
Number of times |
|
Basswood |
75% |
100 |
1 |
|
|
3.5mm Corrugated Paper |
40% |
100 |
1 |
|
|
Artificial Leather |
50% |
100 |
1 |
|
|
Stainless Steel |
100% |
12 |
1 |
|
|
Coated Metal |
100% |
70 |
1 |
Precautions
1. The start position is set to Current Position by default in the configuration file.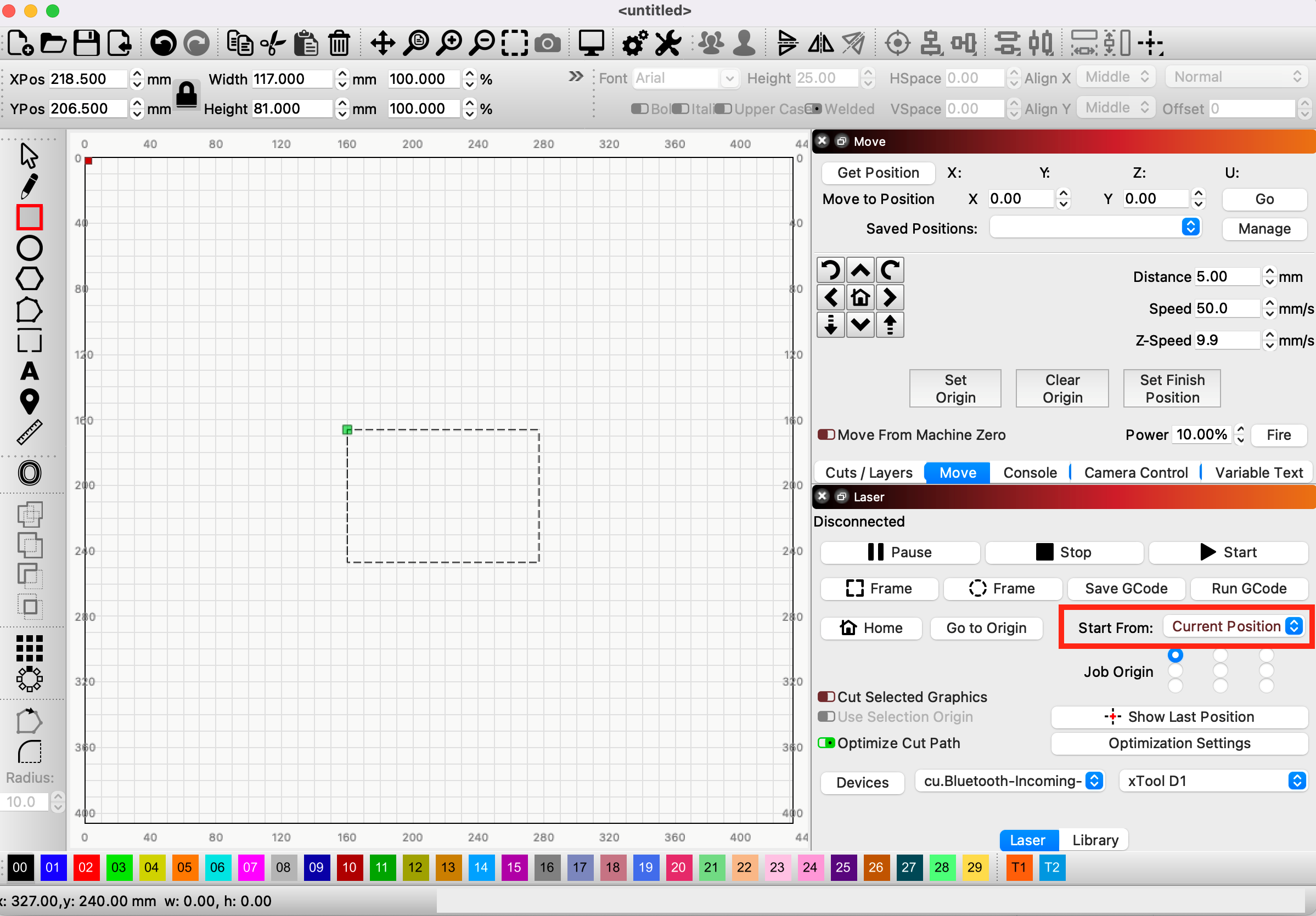
2. The start position is set to Current Position by default in the configuration file. The Transfer mode is set to Buffered by default. Do not change the transfer mode.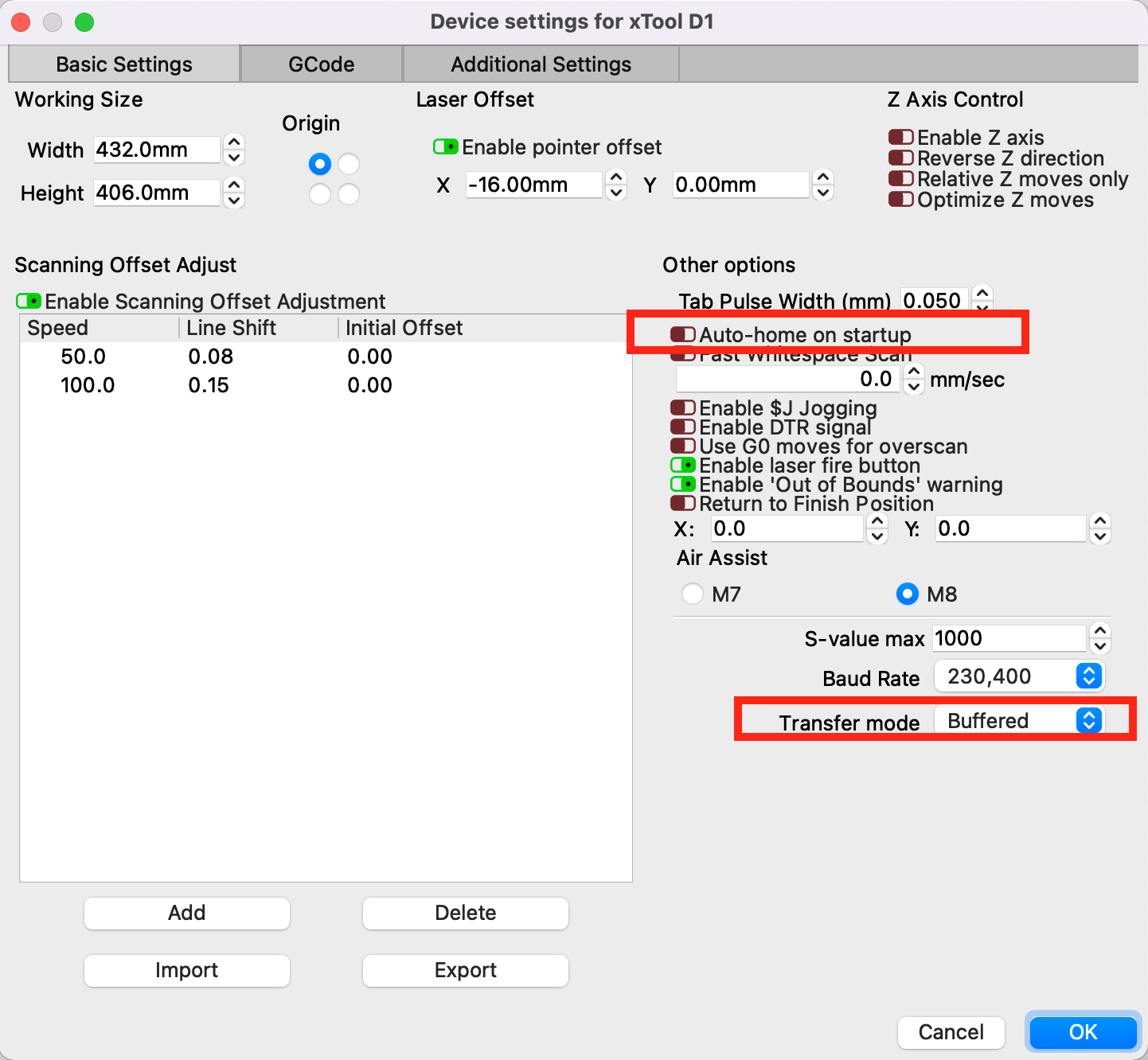
3. Enable Overscanning in the layer settings to prevent the edges from being burned black.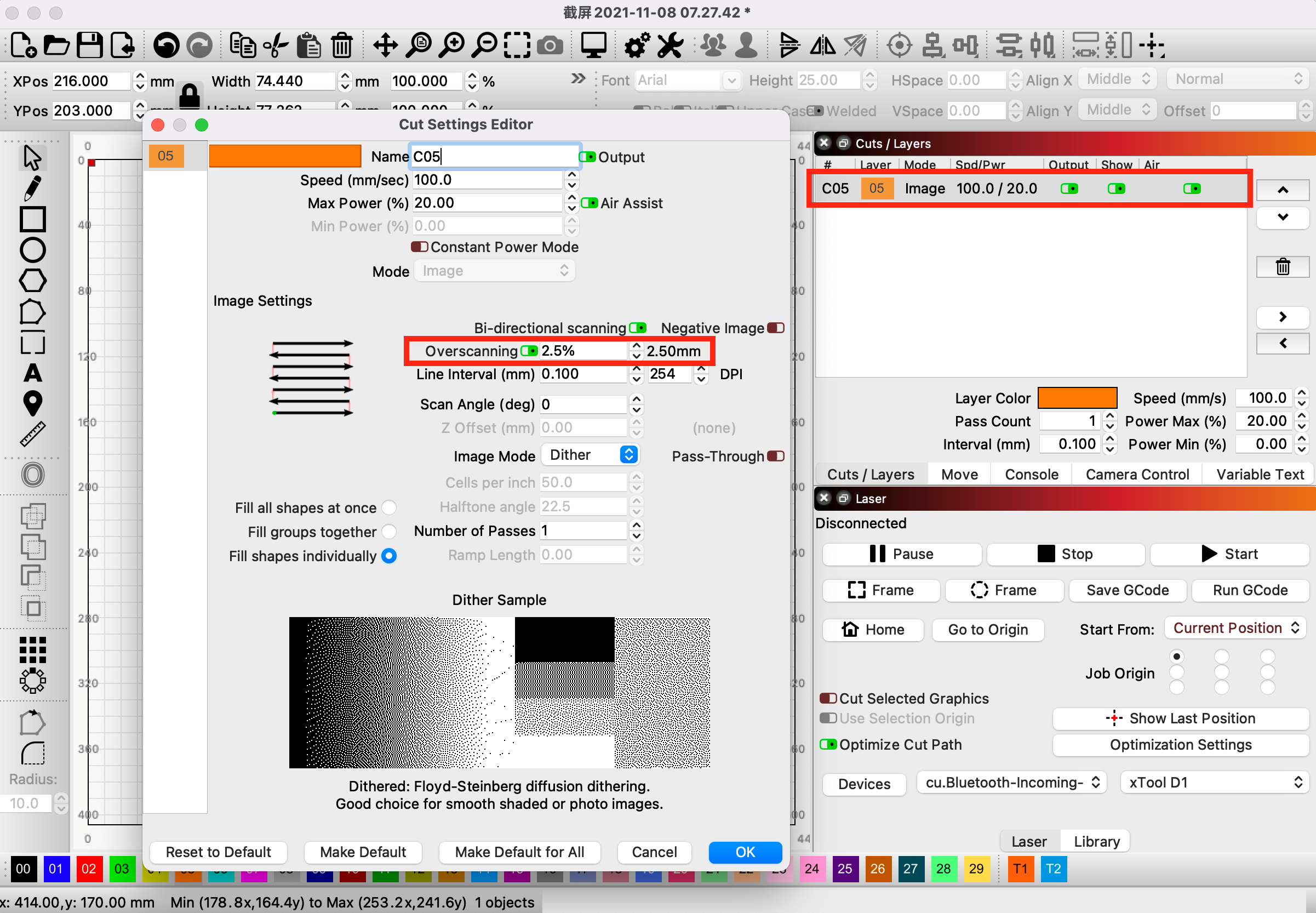
4. Currently, you can switch between Laserbox basic and LightBurn after turning on the power switch of xTool D1. To switch between Laserbox basic and LightBurn, you need to power off xTool D1 and then power on it again.
5. To use LightBurn to control xTool D1, you need to set the Scanning Offset Adjust parameters to ensure the engraving performance. These parameters are set by default in the xTool_D1_Prefs configuration file. If you have imported the configuration file, you don't need to set those parameters.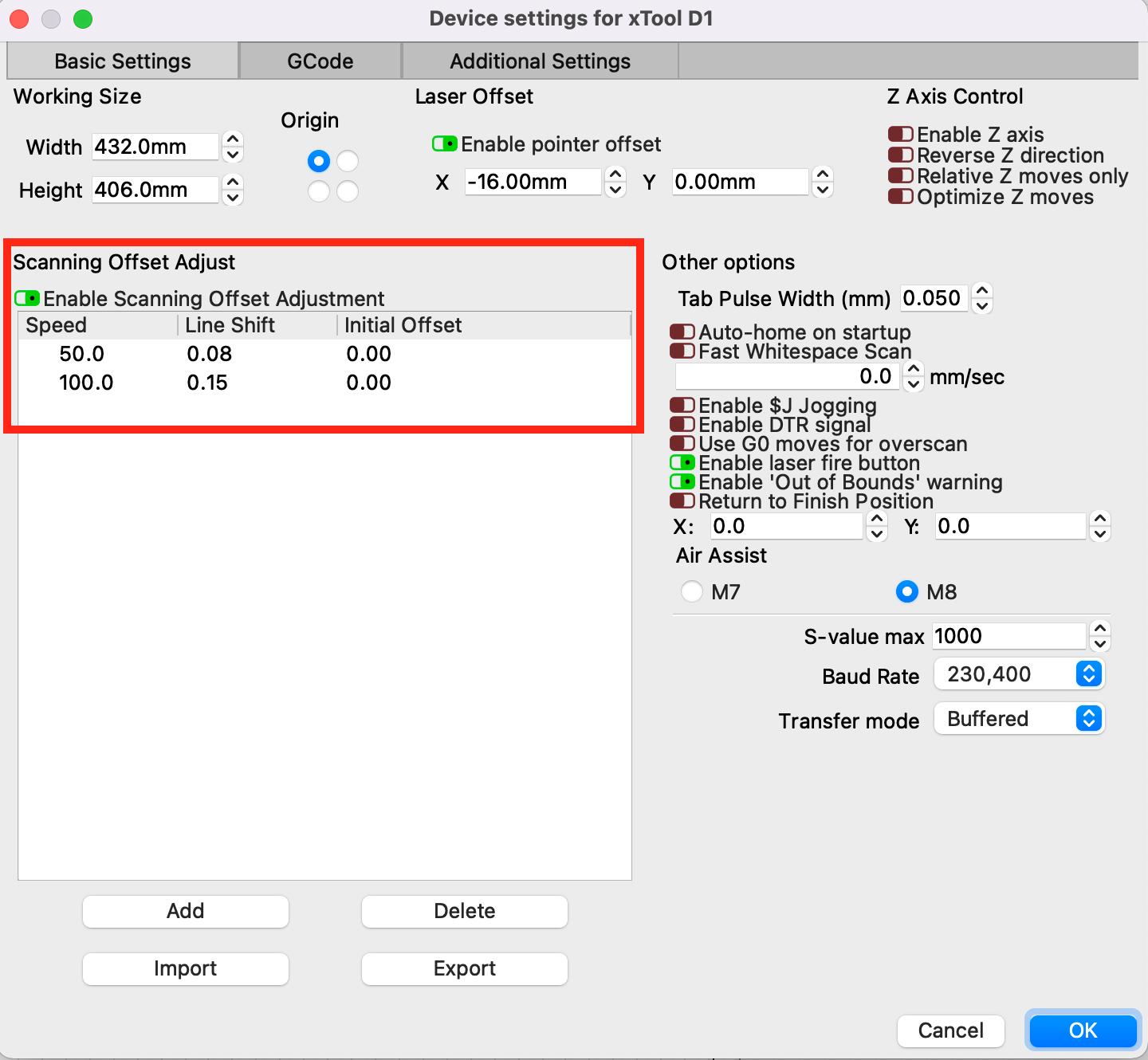
For the description of the Scanning Offset Adjust parameters, go to https://lightburnsoftware.github.io/NewDocs/ScanningOffsetAdjustment.html.
More information
For details about the functions of LightBurn, go to the following webpages:
Tutorial video: https://lightburnsoftware.com/pages/tutorials
LightBurn function description: https://lightburnsoftware.github.io/NewDocs/index.html
To read this user guide in another language, you can use Google Chrome to translate it to the target language.
- xTool_D1.lbdev3 KB
- xTool-D1-V2.lbdev3 KB
Comments
Is it possible to connect lightburn via Wi-Fi as it is done in the native Laserbox basic program?
The xTool-D1-V2.lbdev no longer seems to be recognized by the Lightburn 1.03.01 version. This Lightburn version seems to be looking for a different file type. Anyone else run into this for the xTool D1?
David Engelbrecht You need to upgrade to the current Version.
Article is closed for comments.